반자동밴딩기 V4-27mm 접착 불량 입고 수리 요청
반자동밴딩기의 행정을 크게 구분해 보면 다음과 같습니다.
시작
시작
후진(reverse)과 텐션(tension)
후진(reverse)과 텐션(tension)
접착
접착
커팅
커팅
원위치 ▶▶ 시작
원위치 ▶▶ 시작
이제부터 드리는 말씀은 오로지 저의 경험에 의한 추론이니 반신반의 상태로 집중해 주시기 바랍니다.
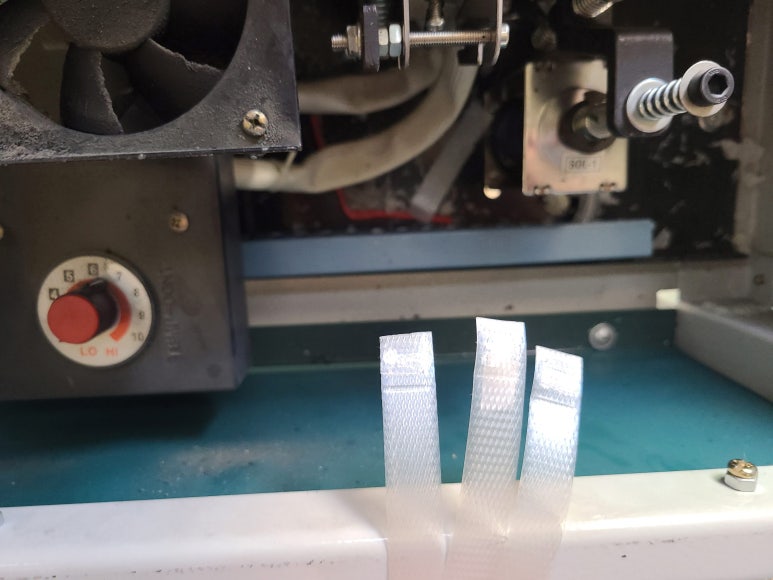
접착 불량 중 많은 경우 하칼과 상칼의 커팅 불량에 연관된 것에 관한 스토리입니다.
예전에 목재 공장과 거래가 많던 시절 얘기입니다. 밴딩기 납품한 지 한 달도 채 되지 않아 웰딩 클램프와 엔드 크리퍼를 교체해야 했습니다. 물론 다른 고장도 많았기 때문에 A/S 방문이 참 많았습니다. 시간이 지나고서야 밴딩기도 특정 기계만 납품하게 되고 관리 요령도 어느 정도 터득하게 되었습니다.
고장이 잦았던 이유는 다른 공장과는 비교할 수 없을 정도의 기계 작동 횟수입니다. 1회 묶음에 고작 7~80cm도 쓰지 않은 업체인데 한 달에 50~100롤을 소비하니 실로 엄청난 사용량이었습니다.
버텨내는 기계가 오히려 이상할 정도였죠. A/S 요청이 너무 많아 하루는 그 지역 담당자인 부장님이 개선책이 없겠냐고 하소연했습니다. 그래서 짜냈던 묘안이 연질의 밴드로 바꿔 납품하는 것이었습니다. 아시다시피 신제는 물성이 딱딱한 편입니다. 그 이후론 신기할 정도로 문제가 깔끔하게 해결되었습니다.
A/S를 다녀보신 분들은 아실 겁니다. 반자동밴딩기가 밴드에 좀 더 민감하게 반응하는 현상을요. 반자동밴딩기에 제일 안 좋은 밴드가 신제 재질의 투명 밴드입니다. 게다가 두꺼우면 난리 납니다. 제 말이 믿기지 않으면 테스트해 보시면 됩니다. 밴드 소비량이 적은 업체면 차이를 느끼시기 힘들 수도 있습니다.
밴딩 끈을 많이 사용하는 업체일수록 밴드 질에 따른 반자동밴딩기 고장 정도의 상관관계를 명확히 포착할 수 있습니다. 연질 밴드와 경질 밴드의 차이는 반자동배딩기에서는 명확하게 드러납니다. 자동밴딩기에서는 밴드 질에 따른 접착 불량 정도를 확인하기 쉽지 않습니다. 반자동밴딩기가 밴드의 물성에 민감하죠.
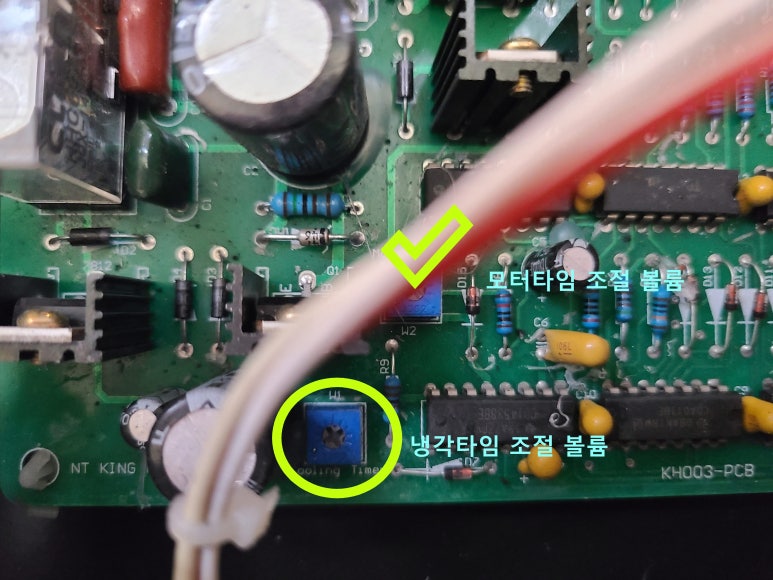
반자동밴딩기 냉각 타임 조절 볼륨
위 볼륨은 히팅 할 때 지연 타임을 조절할 수 볼륨입니다. 텐션을 강하게 줄 때 꼭 필요한 기능입니다. 세게 묶을 때 접착 에러가 나면 지연 타임으로 문제를 해결할 수 있습니다. 다만, 지연 타임을 길게 할수록 1행정 시간은 길어집니다. 밴딩 속도가 늦어지니 적당량으로 조절하시기 바랍니다.
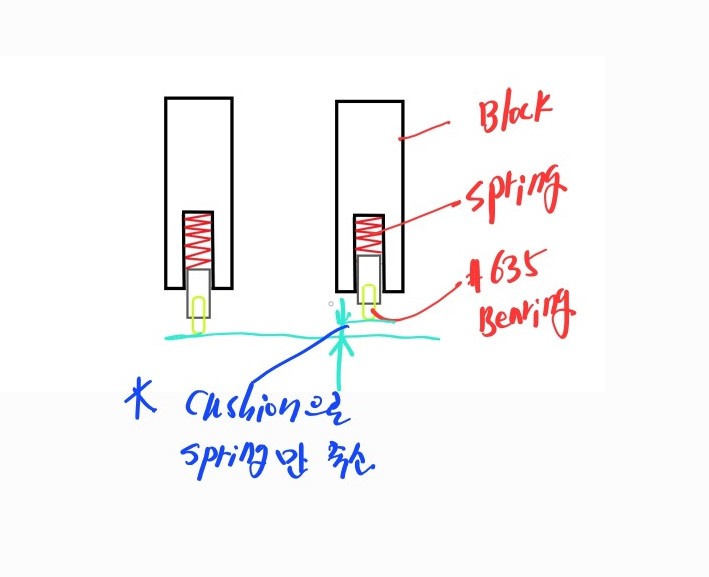
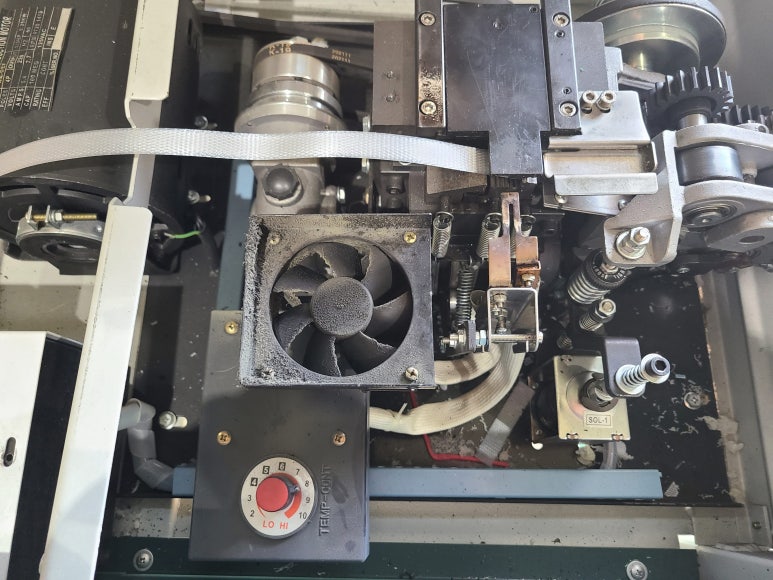
반자동밴딩기 접착 불량 설명도
반자동밴딩기 접착이 잘되지 않을 때 칼 교체하면 잘 되는 경우가 많습니다. 반자동 밴딩기는 자동과 달리 커팅이 되지 않아 칼날을 교체하기보다는 접착이 되지 않아 칼날을 교체하는 일이 더 많습니다. 실제 커팅이 되지 않을 정도로 쓰는 일은 거의 없습니다. 어떻게든 커팅은 이루어지지만, 접착이 잘되지 않아 칼날을 바꾸곤 합니다. 그리고 접착이 잘되지 않으면서 커팅될 때 둔탁한 소음이 나면 위 그림을 잘 보시기 바랍니다.
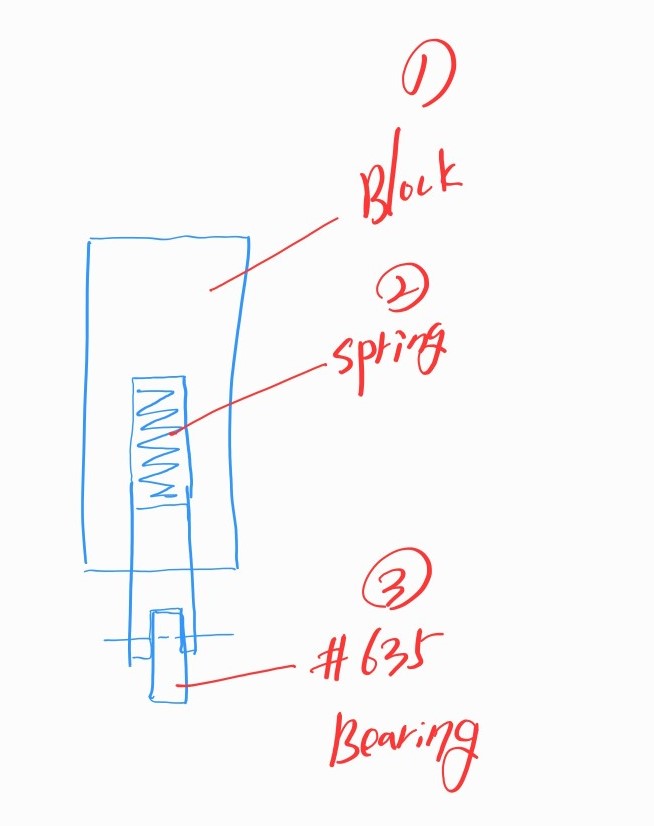
반자동밴딩기 블록 단면도
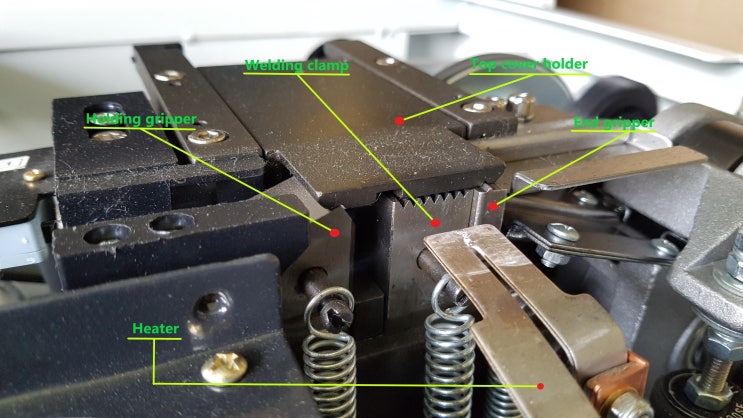
위 블록이 자동밴딩기의 하칼과 유니버설 프레스 역할을 하는 welding clamp입니다. 딱 봐도 아시겠지만, 자동밴딩기와 비교하면 단순합니다. 자동밴딩기는 블록암 자체가 샤프트를 중심으로 원 원동을 하고 반자동밴딩기는 캠에 직접 맞닿아 직선 운동을 합니다. 원운동과 직선운동의 차이로 인한 구조적 한계점을 반자동기계는 가지고 있습니다. 게다가 칼의 형태에 따른 한계도 있습니다. 반자동밴딩기는 칼이 90도입니다. 기형적 구조입니다. 일반적 칼 형태에서는 있을 수 없는 형태입니다. 자동밴딩기가 일반적 형태로 볼 수 있습니다.

그런 한계를 안고 있는 반자동밴딩기는 다행히 작업량이 많은 현장에 적용되는 예가 극히 없습니다. 작업량이 많다고 판단되면 밴딩 속도 문제 때문에 웬만한 업체에선 자동밴딩기를 선택합니다. 위의 극단적 한계가 있음에도 문제가 되지 않았죠. 잘 생각해 보시면 자동밴딩기 같은 경우는 하루 종일 쉬지 않고 밴딩 하는 경우가 의외로 많습니다. 반자동밴딩기가 제일 많이 사용되는 경우라고는 목재 공장이나 분체 도장하는 공장이겠죠. 그런 곳은 확연하게 고장이 잦고 웰딩 클램프나 엔드 그리퍼의 교체 주기가 짧습니다. 다른 부속도 마찬가지고요. 그래서 한때 자동 메커니즘으로 반자동밴딩기를 만든 때가 있었습니다. 비록 실패로 끝났지만, 그 아이디어 자체는 높이 평가할 만했습니다.

반자동밴딩기 접착이 잘되지 않으면 히터 이상 유무를 확인해야 합니다. 히터는 이상이 없음에도 접착 상태가 좋지 않다면 칼을 교체해 보시기 바랍니다. 그럼 새 기계 그대로의 접착 품질에 놀랄 실 수 있습니다. 칼 교체 시 상칼과 하칼 간의 간격 조절 블록을 조정해 주시는 것도 잊으시면 안 됩니다.
반자동밴딩기 접착 불량 시 조치 사항
1 히터 상태를 확인합니다. 온도가 적절한 상태까지 되는지 필히 확인합니다.
2 웰딩 클램프(welding clam)의 베어링 상태를 확인합니다.
3 세퍼레이터 암이 정상적으로 후퇴하는지 확인합니다.
4 간혹 블록암 실린더 볼트 풀리는 경우와 캠 축의 베어링 하우징 볼트 풀리는 경우도 있습니다.
5 그래도 차도가 없다면 칼을 교체해 보시기 바랍니다. 칼은 상칼과 하칼 모두 교체하시를 바랍니다.
6 슬라이더테이블 가이드 볼트 풀림 확인 바랍니다.
https://blog.koreamobilegame.com/dsikjr/221757334094

반자동 밴딩기의 접착 불량은 자동밴딩기와 다른 점이 있습니다. 대표적인 현상이 커팅이 원활하지 않을 때...
blog.koreamobilegame.com
https://blog.koreamobilegame.com/dsikjr/221564169772
반자동밴딩기의 접착 불량은 크게 두 가지로 나눌 수 있습니다. 첫째는 전기적 문제로 인한 접착 불량이고 ...
blog.koreamobilegame.com